Координатный стол для сверлильного станка: виды, изготовление своими руками
Содержание:
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Реклама на сайте makuha.ru. От 200 руб./неделя.
Индексируемые html ссылки, сквозное размещение, заметные места в топе.

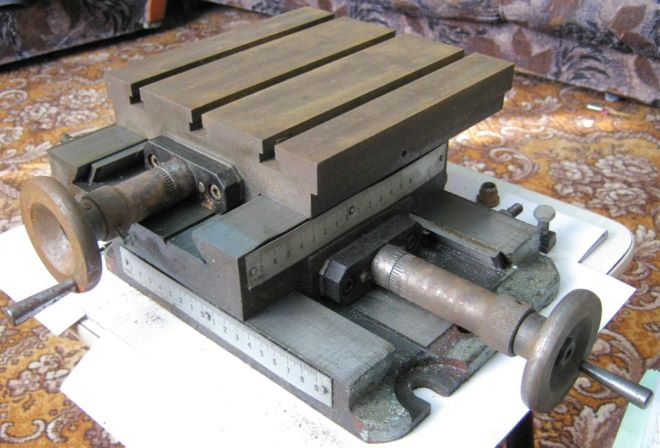
Девайс от Виктора Travelller — координатный столик для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, с ним не надо больше переставлять тиски откручивая и закручивая гайки, что несколько напрягает. А во-вторых, заменив сверло на твердосплавную фрезу и постепенно подавая заготовку под инструмент, можно фрезеровать в металле пазы различной формы. Но об этом попозже, сначала об устройстве.
Параметры столика:
- Длина 350 мм
- ширина 350 мм
- толщина — 65 мм.
- Полная длина направляющих 300мм.
- Точность около 0,1 мм
- Ход каждой каретки 94мм. (С этими геометрическими параметрами можно было и 105мм,но лень было отпиливать шайбы).
- Грузоподъемность до 15 кг (хотя, этот параметр больше лимитируется самим столиком сверлилки).
Для изготовления стоика потребовались конструкционные износостойкие инструментальных профилей марок Ст1-Ст-3 (можно и хуже), Использовался профиль 20х20 толщиной 2 мм. аналогичный крепеж, и подшипники.
Центральный узел всего стола — это крестовина. Всё Остальные детали можно сделать почти тяп-ляп, но с ней надо постараться, ибо если ее перекосит, тогда весь стол накроется. Желательно пользоваться сваркой (например, точечной).


Пользуясь уже сваренной крестовиной в качестве шаблона, собираем каретки, которые представляют собой П-образные детали.

В профиль, после небольшой доработки напильником, вставляются гайки М10. На шпильках М10 собираем рукоятки с подшипниковым узлом.


Из уголка свариваем П-образные основания. Собираем всю схему на болтах, вкрученных в запрессованные ранее гайки.
Шпильки натягиваются между подшипниками с помощью гаек, что позволяет убрать зазоры в подшипниках, а заодно и зазоры в парах винт-гайка. При этом когда вся схема стягивается к центру удаляются люфты вертикальные.
Последовательность крепления узлов с подшипниками схематически представлена следующим образом.


В сборе столик выглядит вот так. Все узлы и подвижные части следует хорошенько смазать.
Собранный столик крепим к станине сверлильного станка, а на него (через фанерную прокладку — можно обойтись и без нее) тиски. Фанерка, кстати, будет защищать смазанные элементы от попадания в них стружки.


Теперь поговорим о возможностях данного устройства. Во-первых, при сверлении деталей не надо перекручивать тиски с места на место, достаточно покрутить ручки.
Во-вторых, вращая ручки под нагрузкой можно производить фрезерование металлических деталей, в том числе и по достаточно сложной траектории. Вот еще один пример фрезерования. За один проход можно снимать до миллиметра материала.


В третьих, такой модернизированный станок может испольщоваться для токарных работ. Резец фиксируется в тисках, а заготовка вращается в патроне.

В общем, затратив сравнительно немного времени и денет, мы можем получить на выходе отличный, многофункциональный девайс, значительно расширяющий возможности сверлильного станка.
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
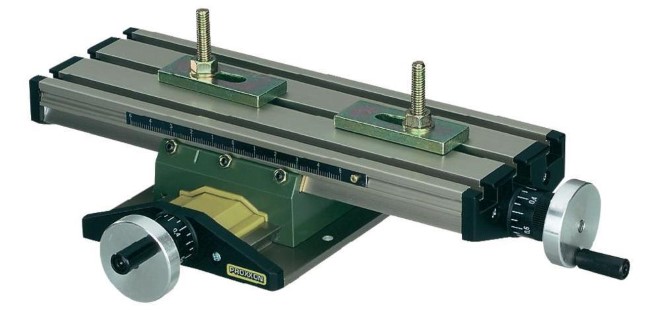
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.

Портальный 3-х координатный стол с ЧПУ
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм
Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы
Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Механическое Вакуумное Крепление под весом заготовки
Теперь изготовьте упор
1. Выпилите по указанным размерам заготовки для опоры F, передней накладки G, нижней Н и верхней I деталей упора. Установите в пильный станок пазовый диск толщиной 10 мм и настройте продольный (параллельный) упор для выпиливания шпунтов точно посередине толщины деталей Н и I (рис. 3 и 4). Затем выпилите в этих деталях шпунты глубиной 5 мм и пометьте грани, которые прилегали к упору пильного станка. Выпиливая верхний и нижний шпунты на нижней летали, в обоих случаях направляйте заготовку вдоль упора одной и той же гранью. Теперь, не изменяя настроек, выпилите шпунт в заготовке опоры.
Прижимая детали помеченными гранями к задней стороне накладки G, склейте нижнюю Н и верхнюю I части упора друг с другом, с нижней опорой F и накладкой G. Струбцины должны сжимать склейку в двух направлениях.
2. Приклейте заготовку передней накладки G к заготовке опоры F (рис. 4). Убедитесь, что накладка приклеена к опоре точно под углом 90°. Когда клей высохнет, приклейте нижнюю Н и верхнюю I детали упора (фото В). Прежде чем клей высохнет, вставьте в квадратные отверстия стальные стержни диаметром 10 мм, пропустив их насквозь, чтобы удалить изнутри выдавленные излишки клея.
3. Выпилите на передней стороне накладки G шпунт 19×10 мм для установки направляющего алюминиевого профиля (рис. 4). Затем выпилите пылезащитный фальц 3×3 мм вдоль нижнего ребра накладки.
4. Ровно опилите один конец собранного упора, а затем распилите заготовку на три части (рис. 3), получив упор длиной 572 мм и два расширения-удлинителя по 89 мм. Затем отпилите на удлинителях часть опоры (рис. 4).
5. С помощью гибкого лекала разметьте полукруглые вырезы на верхнем крае упора и заднем крае опоры F (рис. 3). Выпилите вырезы электролобзиком или ленточной пилой и гладко отшлифуйте. Затем просверлите отверстия диаметром 6 мм для винтов, которыми упор крепится к столику, и отверстие для ключа сверлильного патрона в опоре, где указано.
6. Для установки резьбовых втулок в деталь I просверлите отверстия диаметром 11 мм, выходящие в верхнее квадратное отверстие упора (рис. 3 и 4). Нанесите на стенки этих отверстий эпоксидный клей и вставьте резьбовые втулки. Когда клей окончательно затвердеет, с помощью сверла диаметром 10 мм удалите его излишки, которые могли попасть в квадратные отверстия для стальных стержней. Дополнительные советы по установке резьбовых втулок приведены в «Совете мастера».
Совет мастера. Установка резьбовых втулок
В самодельных приспособлениях для мастерской часто используются различные винты для фиксации или регулировки. Чтобы они могли работать в деревянных и фанерных деталях, потребуются резьбовые втулки. Они выпускаются разных размеров (метрические — от М4 до М10). Существуют два основных типа — забивные и ввинчиваемые (футорки), как показано на левом фото внизу.
Используйте ввинчиваемые втулки в мягкой древесине и фанере, где крупные витки внешней резьбы легко сминают окружающую древесину. Просто просверлите отверстие, диаметр которого равен диаметру корпуса втулки-футорки, и вверните в него втулку. В твердой древесине, такой как дуб или клен, или когда втулка должна быть расположена у края детали и может расколоть древесину, просверлите отверстие диаметром чуть больше внешнего диаметра резьбы и вставьте в него втулку с эпоксидным клеем. Чтобы не испачкать клеем внутреннюю резьбу втулки, заклейте ее торец (фото справа вверху).
Забивные втулки с заусенцами на внешней стороне одинаково пригодны и для фанеры, и для твердой и мягкой древесины. Просверлите отверстие, диаметр которого равен диаметру корпуса втулки, и вставьте втулку с помощью струбцины или молотка и деревянного брусочка. В случаях, когда усилие прижимного винта вытягивает втулку из материала (например, винте ручкой-маховичком, фиксирующий стальные стержни удлинителей упора), просверлите отверстие такого диаметра, чтобы его стенок касались только кончики заусенцев, и вставьте в него втулку с эпоксидным клеем.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Особенности конструкции
Инверсионные столы рекомендованы для использования людьми с нарушениями опорно-двигательного аппарата. С их помощью выполняют несложные упражнения для позвоночника, обеспечивающие прилив крови и лимфатической жидкости к недоступным в обычных условиях местам. А со временем использование стола приводит к появлению такого эффекта:
- распрямляются позвонки, улучшается осанка, исчезают болезненные ощущения в спине;
- лучше работают связки, укрепляются сосуды;
- снижается вероятность развития грыжи, протрузии, воспаления позвоночника;
- улучшается кровообращение и повышается скорость лимфооттока;
- предотвращается появление целого ряда серьезных болезней – от инсульта или инфаркта до вегетососудистой дистонии или гипертонии.
Расходы на приобретение такого изделия могут быть достаточно большими. Некоторые модели обходятся в 30, 50 или даже в 150 тысяч рублей. И, хотя фабричные модели отличаются увеличенным количеством настроек и обеспечивают выполнение разных упражнений, выбор инверсионного стола своими руками снижает расходы в несколько раз. Потому, если пациенту нужно избавиться от боли в области спины, но нет возможности обзавестись тренажером, стоит изготовить его самостоятельно. Главное – соблюдать все требования к чертежам, а также пользоваться качественными материалами.
Распрямляются позвонки, улучшается осанка
Снижается вероятность развития грыжи, протрузии
Укрепляются сосуды
Улучшается кровообращение
Предотвращается появление целого ряда серьезных болезней
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Расположение составных частей радиально-сверлильного станка 2532л

Расположение составных частей радиально-сверлильного станка 2532л
Спецификация составных частей сверлильного станка 2532л
- Плита и рукав — 2532л.00.10.000
- Бочка — 2л53у.00.11.000
- Электрошкаф — 2л53у.00.82.000
- Электрооборудование станка — 2л53у.00.81.000
- Головка сверлильная — 2532.35.20.000
- Командоаппарат — 2л53у.00.19.000
- Система охлаждения — 2Л53у.00.16.000
- Стол поворотный — 2Л53у.00.15.000
Перечень органов управления радиально-сверлильным станком 2532л
- Рукоятка зажима бочки
- Квадрат поворота стола
- Пульт управления:
- лампа «Станок под напряжением»
- лампа «Станок готов к работе»
- кнопка включения подъема бочки с поворотным столом
- кнопка включения опускания бочки с поворотным столом
- кнопка «Общий стоп»
Выключатель насоса охлаждения
Вводной выключатель
Рукоятка зажима рукава
Рукоятка упора гильзы
Рукоятка зажима лимба
Рукоятка зажима сверлильной головки
Рукоятки установки чисел оборотов шпинделя
Рукоятка установки подач
Рукоятка включения подач
Рукоятка командоаппарата
Маховик тонкой ручной подачи шпинделя
Кнопка жесткого упора
Фиксатор блокировки включения механической подачи
Упражнения на инверсионном столе
Как правильно пользоваться?
По мнению врачей, для начинающих пользователей с целью адаптации необходимо заниматься около 2 недель, затем провести консультацию с физиотерапевтом, проверить собственное состояние здоровья. Длительность упражнений не должна превышать 15-20 минут.
Для достижения наилучших результатов рекомендуется заниматься 2 раза в день.
Во время занятий на инверсионном столе вы расслабляете поддерживающие мышцы и связки спины, которые обычно находятся в напряжении, «подвешивая» ваш позвоночник. Когда вы возвращаетесь из инверсии в обычное положение, ваши мышцы спины еще слегка уязвимы около 30 минут. Для того, чтобы они вернулись в нормальное состояние, вы не должны напрягаться после упражнений в течении этого времени. Поэтому идеальное время для занятий – перед сном.
Кроме того, важно помнить, что положение на 45 градусов ниже горизонтальной линии у неопытного пользователя может привести к травмам, провоцирующим серьезные патологии костно-суставной системы. Положение инверсионных столов в косом положении между 20 и 30 градусами – оптимальный вариант нагрузок для новичков
Перед тем, как приступить к тренировкам, необходимо отрегулировать стол. Для этого настроить высоту в зависимости от роста с помощью специального винта. Обязательно проверить надежность фиксации. Затем настроить крепление для ног таким образом, чтобы удерживание положения оставалось комфортным. Во время выполнения упражнений необходимо соблюдать технику безопасности, плотно прислониться к спинке, не пытаться поднимать голову или туловище, резко вставать.
Инверсия
Необходимо расположить руки так, чтобы тело приняло вертикальное положение. После нескольких минут следует вернуться в исходное состояние. Частота повторений 10-15. Если убрать ограничительный ремень или фиксатор угла наклона, то повороты тела могут быть выполнены в более экстремальном положении (полная инверсия).
Балансировка
Необходимо расположиться на инверсионном столе, быть уверенным в устойчивости положения. Далее пытаться сохранить положение так, чтобы тело располагалось горизонтально.
Вращение
Поворот осуществляется путем постепенного вращения всего тела. Во время подвешивания, необходимо держать правую руку поперек верхней половины тела, держась за левую сторону. Затем медленно потянуть себя в конкретном направлении и вращаться. Повторить ту же процедуру с левой рукой и правой стороной стола. Частота выполнения должна составлять по 10-15 повторений.
Модели станочного оборудования
Станок PRO 100/4 на магнитном основании — это профессиональная портативная машина, предназначенная для выполнения отверстий диаметром до 100 мм. Предлагаемая модель в течение десятков лет была протестирована пользователями в экстремальных условиях и получила положительные отзывы о её возможности и надёжности.
Модель оснащена ручкой, а шпиндель имеет гнездо с коническим отверстием под конус Морзе № 3, что позволяет использовать широкий спектр инструментов: свёрла цилиндрические с коническим хвостовиком диаметром до 32 мм.
Эта машина встречается также в версии PRO 100/4+, оснащённая регулируемым электромагнитным основанием. Она обеспечивает точное позиционирование оси инструмента при включении электромагнита. Это особенно удобно, когда приходится использовать как горизонтальный сверлильный станок. Оператор не держит машину в руках, он надёжно устанавливает её в нужное горизонтальное положение. Возможности станка на магнитной подушке:
- точное сверление отверстий в материалах;
- использование в вертикальном и горизонтальном положении;
- две скорости;
- вращение вправо/влево;
- магнитное крепление;
- нарезание резьбы до размера M18;
- размер электромагнита 220x110x60.
- Мощность электропривода 1700 Вт
- Напряжение электрического тока 230 V / 50 Гц
Скорость вращения шпинделя в оборотах за минуту:
- первая — 110;
- вторая — 175;
- третья — 245;
- четвёртая — 365.
- Диаметр сверления древесины фрезой 100 мм.
- Диаметр нарезания резьбы, максимально M18.
- Диаметр сверления 32 мм.
- Размеры основания станины 110 x 220 мм.
- Высота — 700 мм.
- Рабочий ход 256 мм Масса 25 кг.
Присадочный станок для мебели своими руками
Канал Сергей БУКата продолжает изготовление прикроватных тумб. На очереди фасады выдвижных ящиков. Заготавливаем планочки из ольхи, из которых получатся рамки. В авторском ролике Сергей Буката рассказал о присадочном станке, который он изготовил собственными руками.
Обработал заготовки в рейсмусе и приступил к заусовке. Одну сторону отпилил произвольно, а другую по установленному размеру. Когда дошла очередь до сборки этих рамок – терпение мастера лопнуло! Уже много лет он использует систему крепления «Ласточка Хоффмана», и каждый раз для этой цели строит какие-то приспособления. Они потом где-то теряются, и каждый раз канитель повторяется.
На этот раз решил не делать временных приспособлений, а соорудить присадочный специальный станочек. За основу взял станок. Покупать такой станок дороговато, а сделать самому вполне реально. Для начала пошел с ревизией по своим сусекам подобрать, более-менее, природные детали. В итоге кое-что получилось. Разные станки продаются в этом китайском магазине.
Приглашаем вас посмотреть, как это было! Есть небольшой склад, где за многие годы скопились разные узлы и детали, как от станков, так и от других механизмов. При желании, там вполне можно подобрать нужные узлы, чтобы сделать примитивный станочек. За небольшое время удалось подобрать некоторые детали. Когда-то был советский цепной аппарат для долбления, который использовали для изготовления гнёзд для вставного шипа. Потом он сгорел, имеется ввиду электродвигатель, и после этого его уже не восстанавливали. Но стойки и площадка, по которой двигался его механизм, остались, и решил использовать их для изготовления станка.
Для вращения фрезы решил использовать фрезер Фиолент. Для фиксации заготовок удалось подобрать пневмо-циллиндр от кромко-облицовочного станка. чтобы зафиксировать фрезер и прижим, нужно было сделать две подвижные площадки, чем и занялся. Подобрав нужного диаметра трубу, её торцевал и рассверлил отверстия по диаметру «стольник». За тем порезал трубу на отрезки нужной длины. Присмотритесь к хвату болгарки – как оказалось, всю жизнь неправильно пользовался этим инструментом! С точки зрения многих мастеров, её нужно держать наоборот. И даже не понятно – то ли переучиваться, то ли продолжать пользоваться так, как делал это всю жизнь! Вырезал пластину нужного размера из трехмиллиметрового металла и приварил эту пластину к трубкам. Получилась подвижная площадка!








